Ferrures
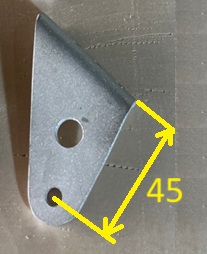
Les ferrures sont réalisées dans de l’aluminium 2017 de 3mm. Après une trempe fraiche, pliage sur un étau muni d’un mors arrondi (réalisé dans une cornière acier) puis détourage et perçage. Les ferrures sont ensuite traitées à l’alodine et peintes.
Note : Pour contrôler la température de la trempe fraîche j’utilise un thermocouple posé sur la plaque en cours de traitement et recouvert d’un écran pare-feu de plombier.

Note : Les ferrures d’articulation de l’empennage ont été allongées à 45 mm pour augmenter la marge par rapport au point de poussée de l’empennage et avoir la possibilité d’ôter le contrepoids. J’ai toutefois, conservé la ferrure permettant de mettre un contrepoids si besoin.
Longeron
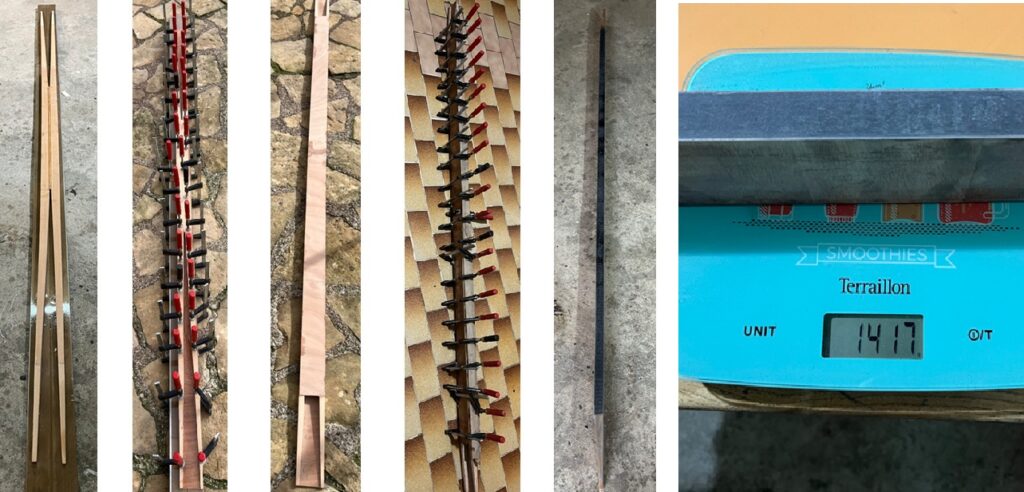
Le longeron est composé de 2 baguettes en pin collées entre des feuilles de contreplaqué de 1,6 mm puis renforcées par une couche de carbone unidirectionnel sur les champs supérieur et inférieur. (Les baguettes sont usinées pour laisser une zone de 3 mm sur les champs pour le renfort carbone).
Ci dessous:
- Collage baguettes
- Collage des faces en contre-plaqué
- Longeron prêt pour renfort carbone
- Mise en place renfort carbone avec pressage pour évacuer un maximum de résine
- Longeron terminé
- Poids : 1417 gr
Nervures
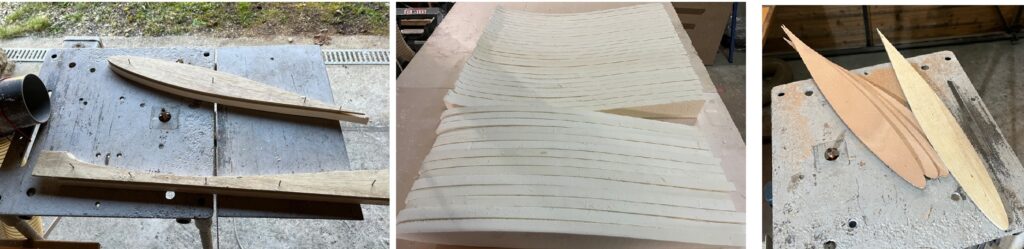
Les nervures en polystyrène extrudé et les nervures en bois sont usinées en utilisant un gabarit en contreplaqué et une défonceuse sous table munie d’une fraise à copier. Des formes complémentaires sont usinées pour faciliter l’assemblage et le pressage lors du collage de l’extrados et de l’intrados.
Bord d’attaque
Le bord d’attaque est réalisé en carbone (1 bord droit + 1 gauche)
Le moule pour le formage du BA est découpé au fil chaud dans un bloc de polystyrène de 1M à l’aide de gabarits en contreplaqué. Le moulage est effectué avec un film type fleuriste + sergé carbone de 200g/m2 (2 couches) + tissu d’arrachage. La pièce complémentaire obtenue au fil chaud assure le pressage.

Après démoulage j’ai un poids total de 75 gr pour le BA gauche et 67 gr pour le BA droit : total 142 g .

Assemblage
La position des nervures est tracée sur un chantier plan. Les profils supports sont scotchés sur le chantier entre 2 règles, le longeron est positionné et maintenu par des équerres. Les nervures sont découpées pour s’adapter sur le longeron puis allégées. Les nervures larges (4cm) sont constituées par collage préalable de 2 nervures de 20 mm. L’assemblage des éléments est réalisé dans l’ordre suivant (avec séchage entre chaque étape) :
- Collage nervures contreplaqué internes sur nervures polystyrène
- Collage nervures sur longeron
- Collage nervures contreplaqué en bout
- Collage bords d’attaque carbone (avec un renfort polystyrène interne)

- Collage CP extrados (CP dessus le chantier avec les contre-nervures chargées par des règles lestées)
- Des cales permettent de bien plaquer le CP sur le bord d’attaque
- Découpe de l’encoche du tab et collage de la baguette
- Ponçage du CP sur le bord d’attaque

Malgré l’utilisation de contre nervures, j’ai des ondulations du CP. Il faisait 10° lors du collage. J’ai utilisé une bâche et un chauffage pour porter l’ensemble à 25°. Je pense que les écarts de températures pendant le séchage ont provoqué les ondes sur le CP. Je constate au fil des jours que les ondes sont plus ou moins fortes en fonction de la température et de l’humidité. Pour minimiser les défauts je décide d’ajouter des nervures intermédiaires dans les zones les plus touchées.
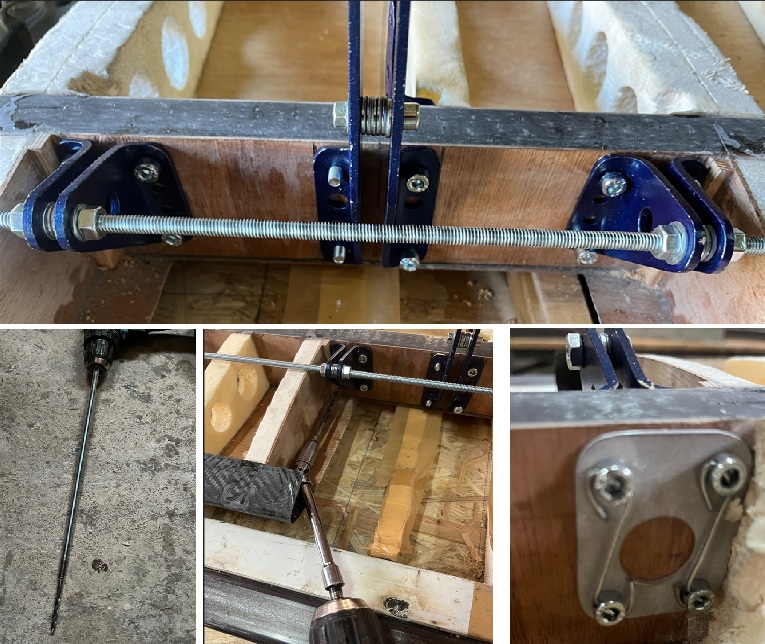
- Mise en place de ferrures d’articulation avec une tige filetée (espacement pour 186 mm entre les plaque support des rotules )
- Utilisation d’un foret bois de 5 mm allongé pour le perçage puis d’un foret bois soudé sur un embout de vissage avec une rotule de clé à cliquet pour les zones inaccessibles
- Pointage, perçage des contreplaques et mise en place de la visserie. Les têtes des vis sont placées coté intérieur. Un fil rigide traverse les têtes de vis pour les maintenir pendant le serrage des écrous. Cela permettra de vérifier le serrage dans le futur alors que l’empennage sera fermé.
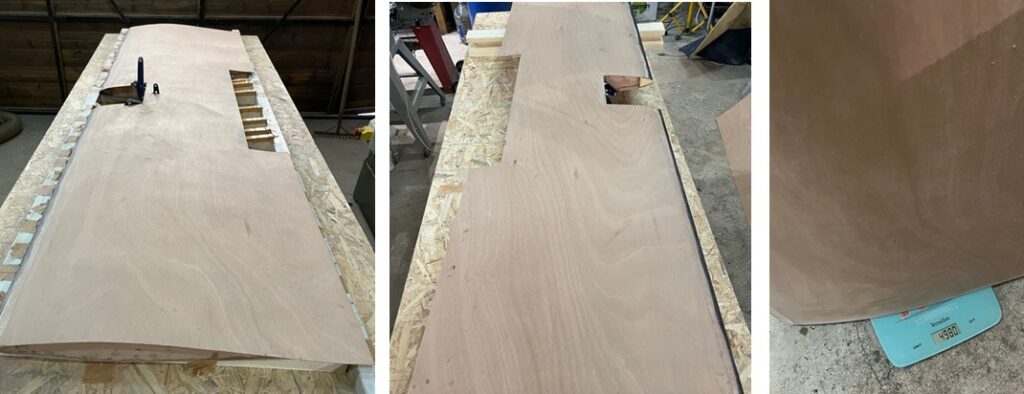
- Collage CP intrados et ponçage du bord d’attaque (Lors du collage, j’ai préalablement chauffé l’atelier à 20° et attendu que tous les éléments soient à la même température. Très peu d’ondulations du CP cette fois)
- L’adjonction de nervures supplémentaires a permis de bien réduire les défauts coté extrados au détriment d’une augmentation de poids
- Poids avant mise en place des saumons 5Kg
- Formage des saumons en polystyrène et collage
- Ponçage et ajustement des formes
- Recouvrement des saumons avec un tissu de carbone
- Ponçage saumons

- Correction des défauts de planéité au microballon
- Marouflage extrados, intrados
- Poids après marouflage des 2 faces: 5688 grs

Volet de tab
- Collage de la baguette en pin et des nervures sur le CP de 1,2 mm
- Collage de la 2ième face de contreplaqué
- Mise en place des charnières (poids avec charnières 206 gr)
- Les charnières sont noyées dans de la résine pour améliorer la tenue

- Guignol de commande en carbone collé vissé
- Marouflage des 2 faces : poids final 240 gr
- La tige de commande en carbone (flèche Decathlon diamètre 5.5mm) est collée sur un manchon aluminium diamètre 7 mm préalablement fileté à M6 puis repercé à 5,5 pour garantir la tenue de la colle.
- Jonction avec la commande par rotule M4 .

- Assemblage tab/empennage
- Perçage intrados pour la commande tab
- Perçage longeron pour la commande tab
- Réalisation du capot de sortie de la commande de tab

Finitions
- Apprêt et ponçage des 2 faces
- Poids final avant peinture