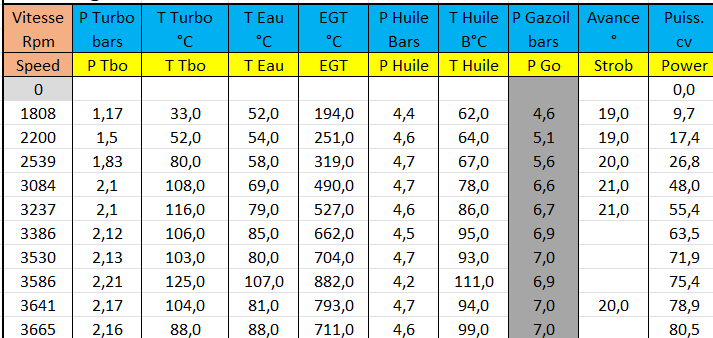
Lors de la mise au point moteur, j’ai rencontré des difficultés pour monter en puissance. Après avoir tenté d’instrumenter le piston du correcteur d’avance avec un montage qui a abimé ma pompe, j’ai réalisé un montage permettant de vérifier l’avance à l’injecteur suivant le même principe que les lampes stroboscopiques utilisées pour caler les allumages des moteurs à essence.
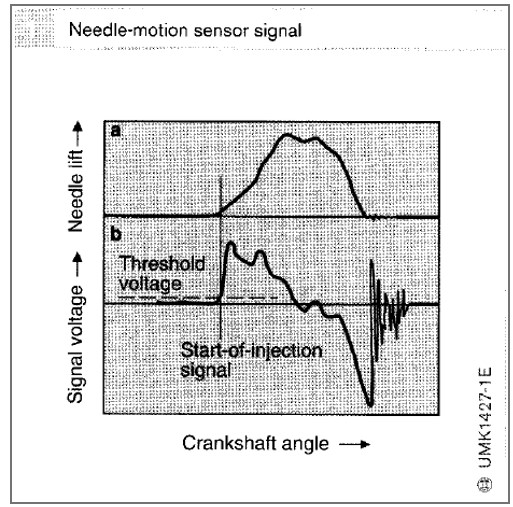
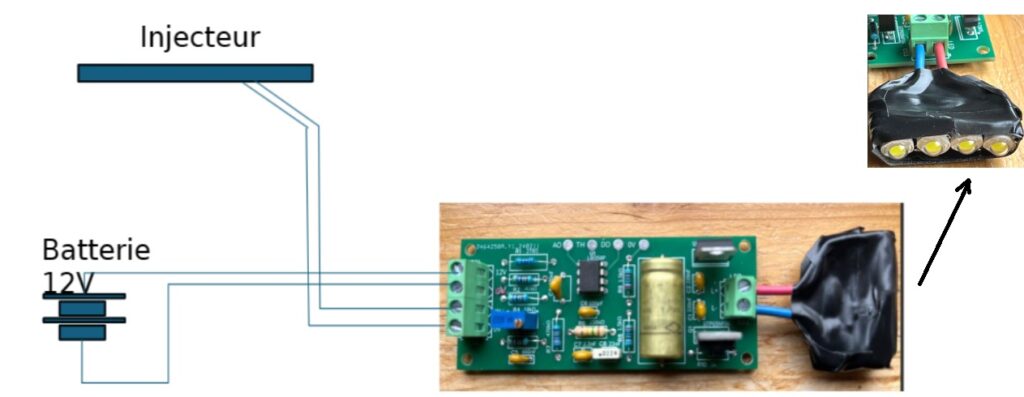
Le système repose sur l’utilisation d’un injecteur pilote qui possède un capteur permettant de détecter les mouvements de l’aiguille de l’injecteur (donc l’instant exact de l’injection), associé à un circuit électronique pilotant une LED haute puissance et à un disque gradué placé sur l’arbre moteur.
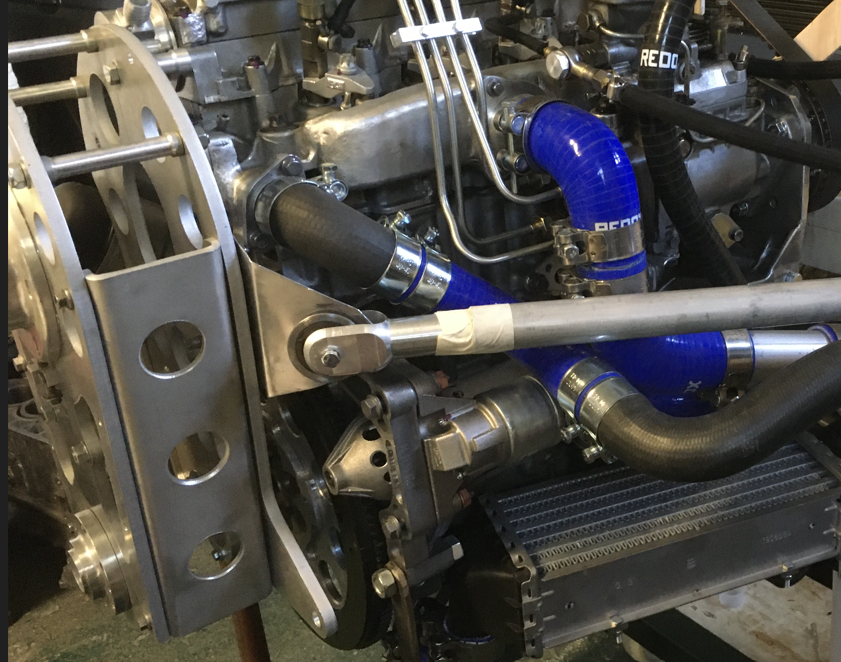
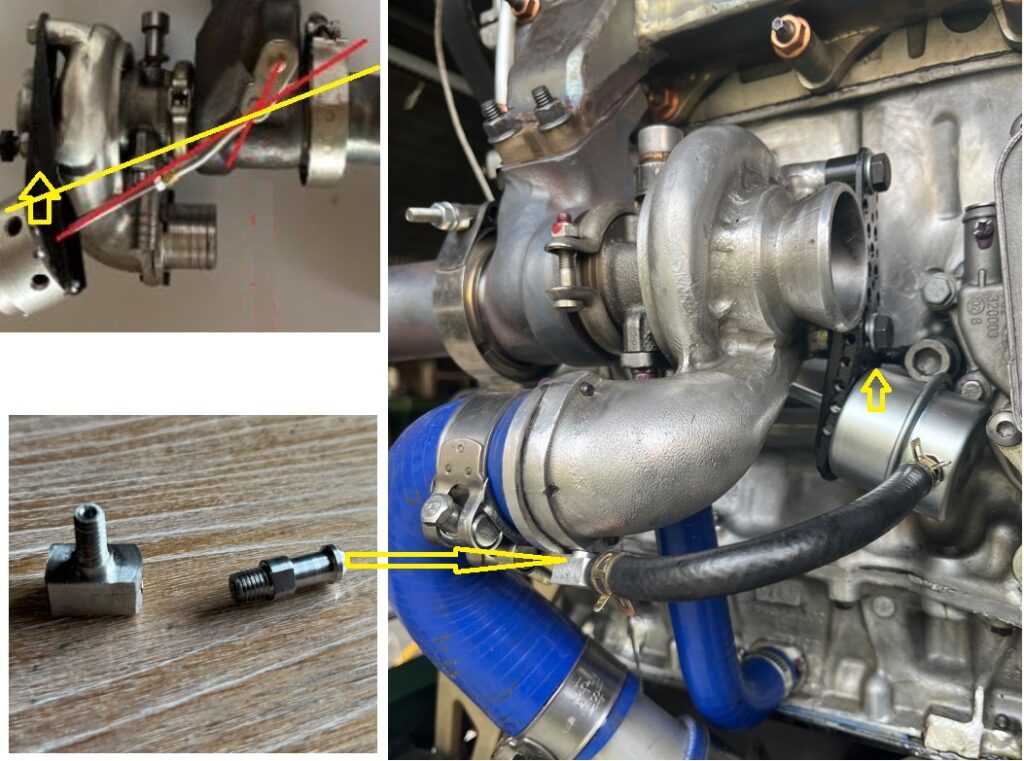
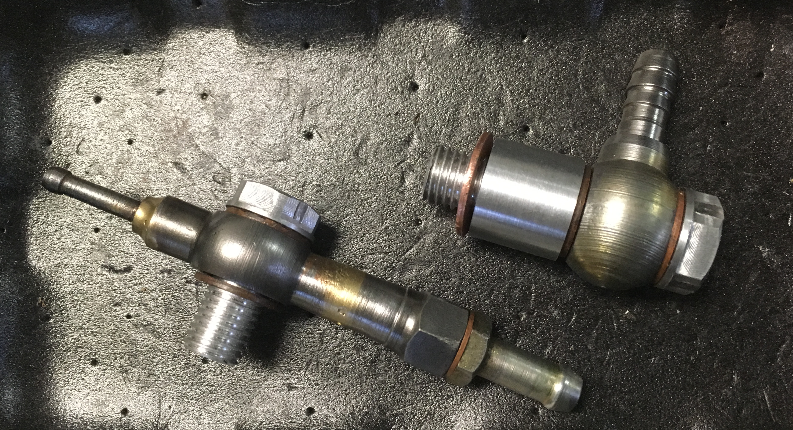
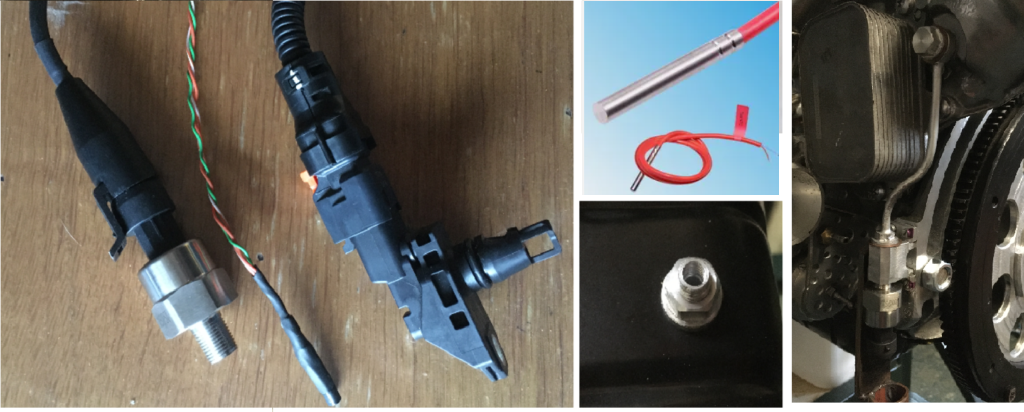
Injecteur pilote :
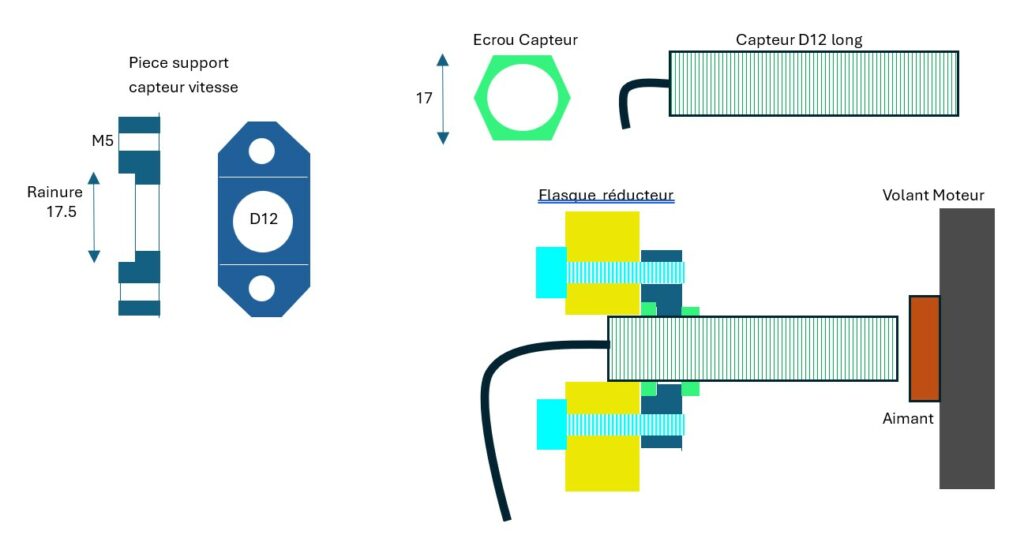
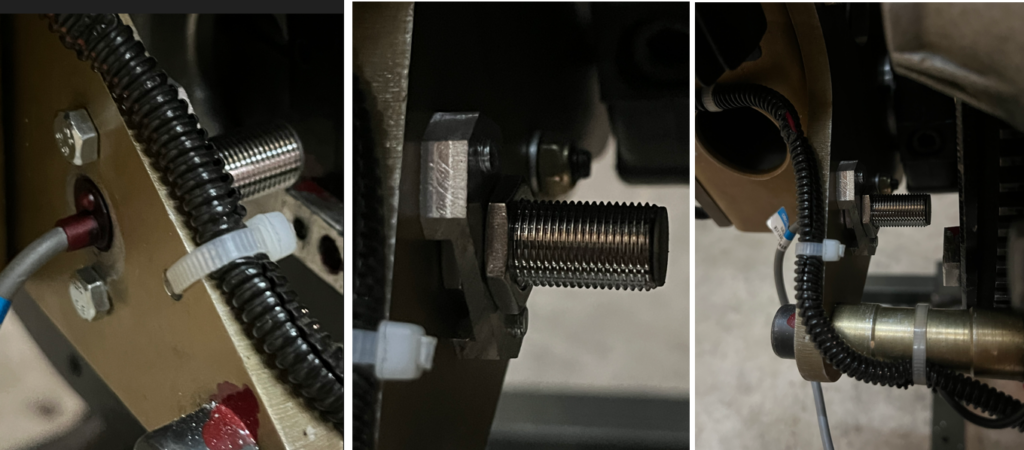
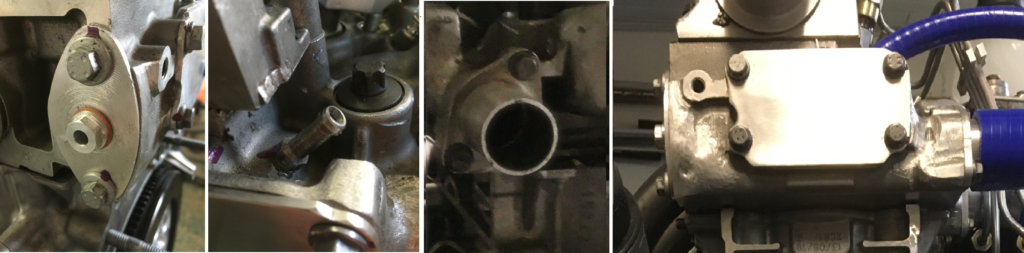
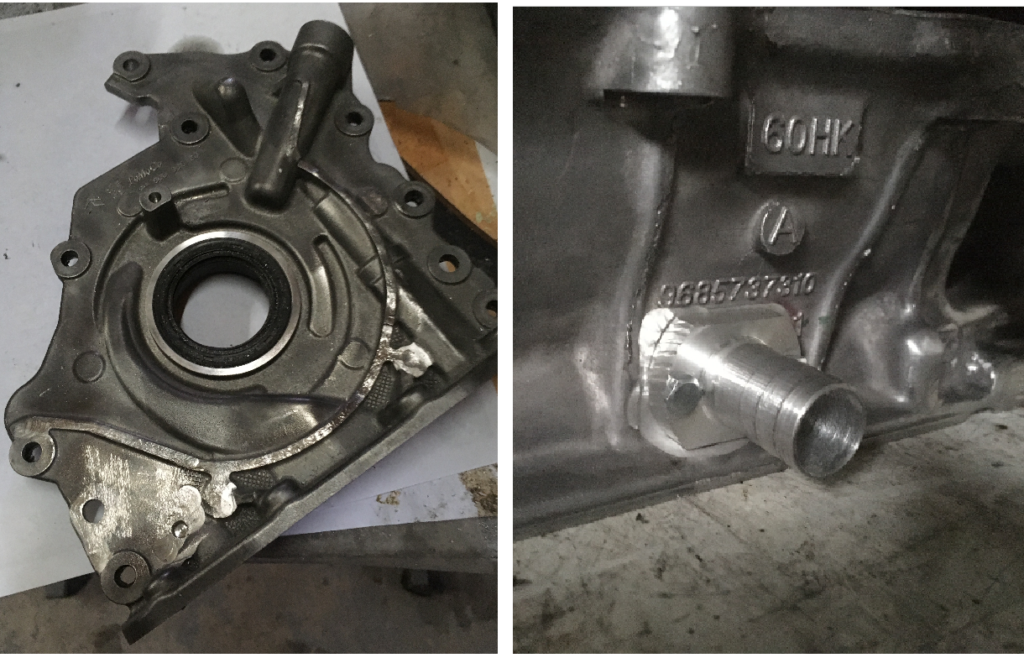
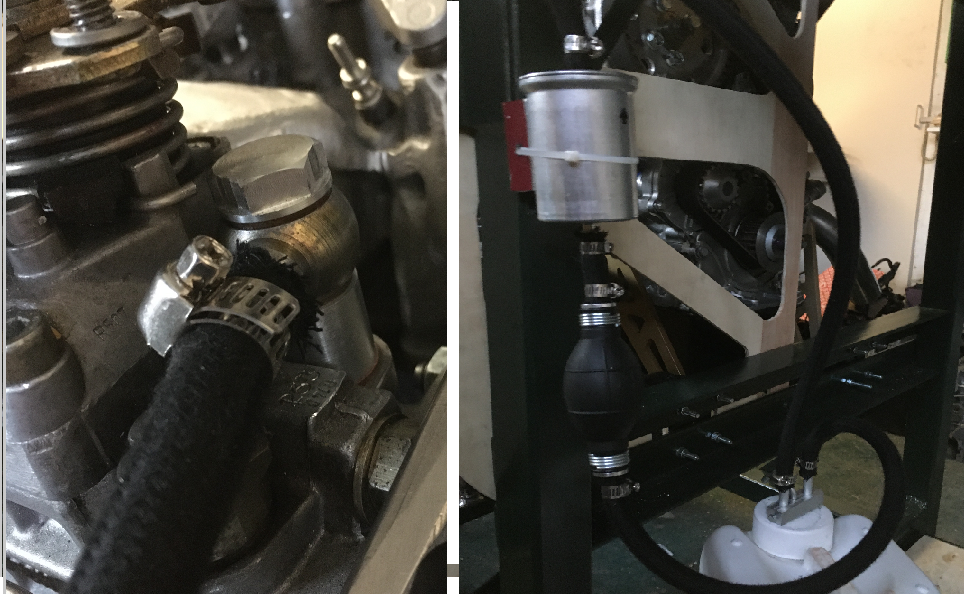
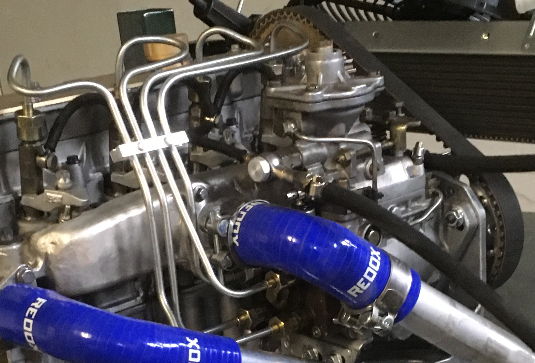
L’injecteur pilote est un modèle Rover du même type que les autres injecteurs mais il est plus long. Il faut donc adapter une des conduites d’injections. Personnellement je l’ai placé sur le cylindre numéro 1.
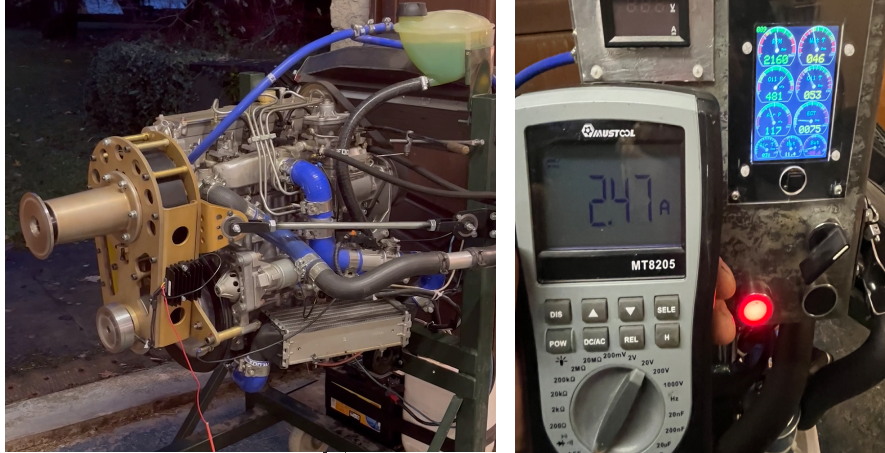
Cet injecteur possède un capteur 2 fils (bobine de 100 ohms environ) qui doit être alimentée avec un courant de 30 mA. Ce courant induit un champ magnétique. Quand la tige d’injecteur bouge cela provoque une variation de réluctance qui fait varier le champ magnétique. La variation de champ induit une variation de potentiel aux bornes de la bobine.
J’ai monté cet injecteur et fait des mesures à l’aide d’un oscilloscope pour vérifier le niveau de la tension délivrée. On voit un pulse d’environ 0,7V lors de l’injection.
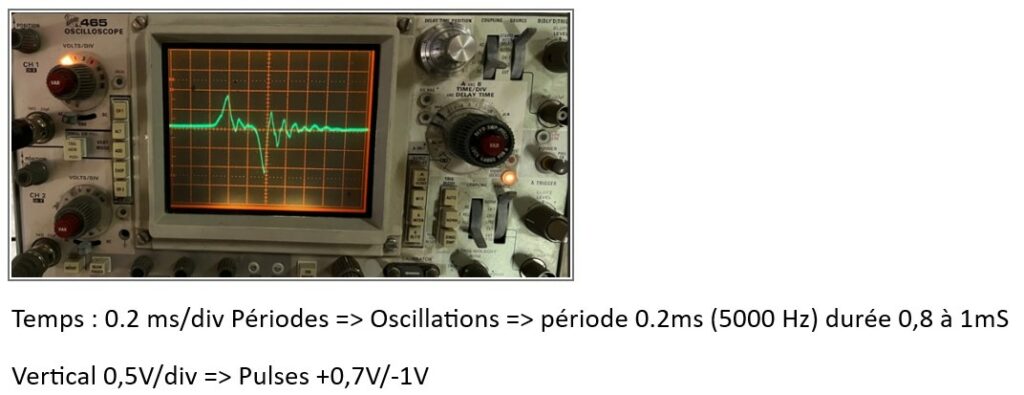
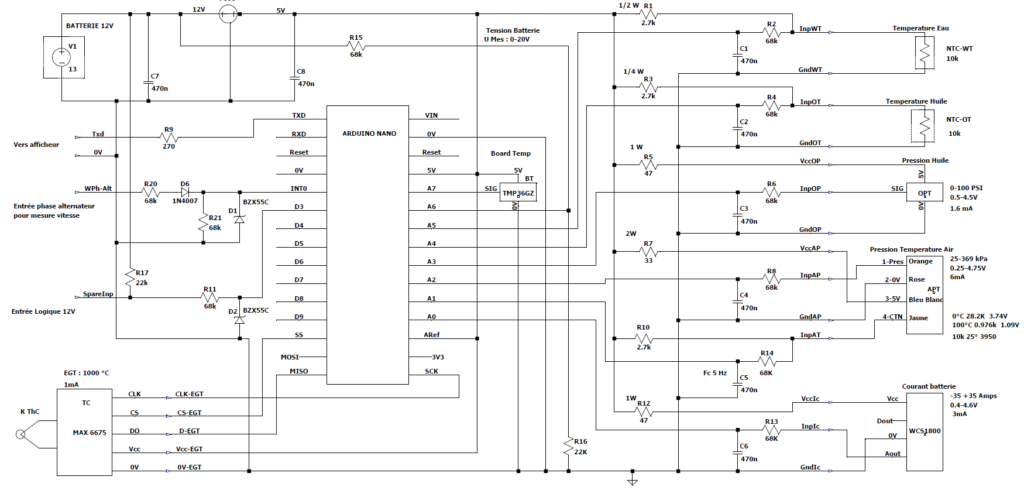
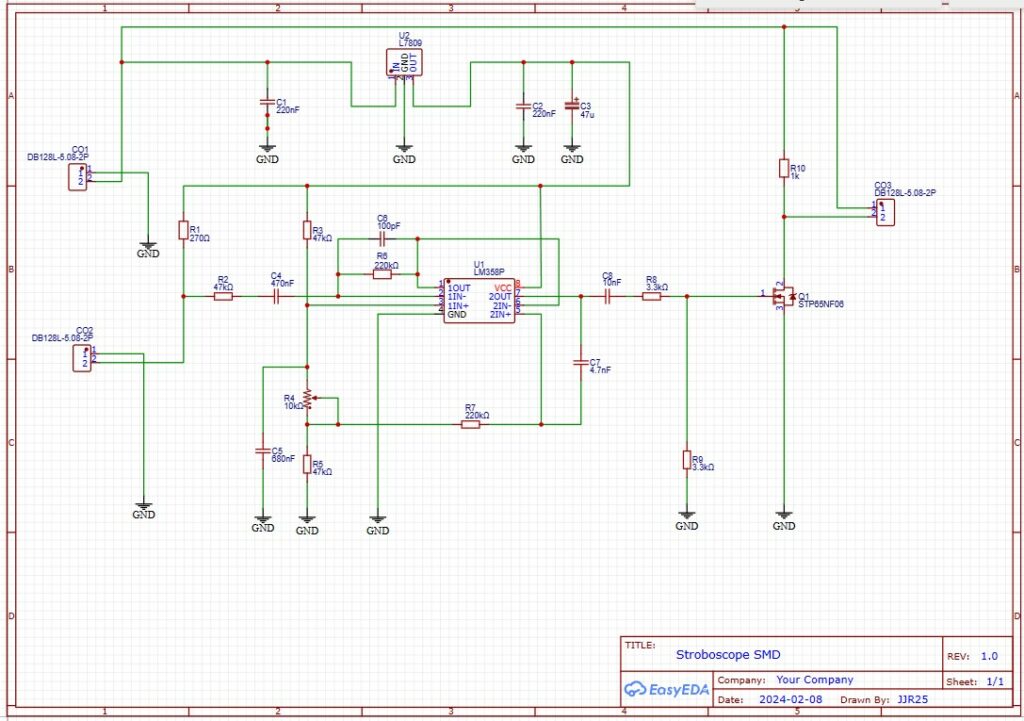
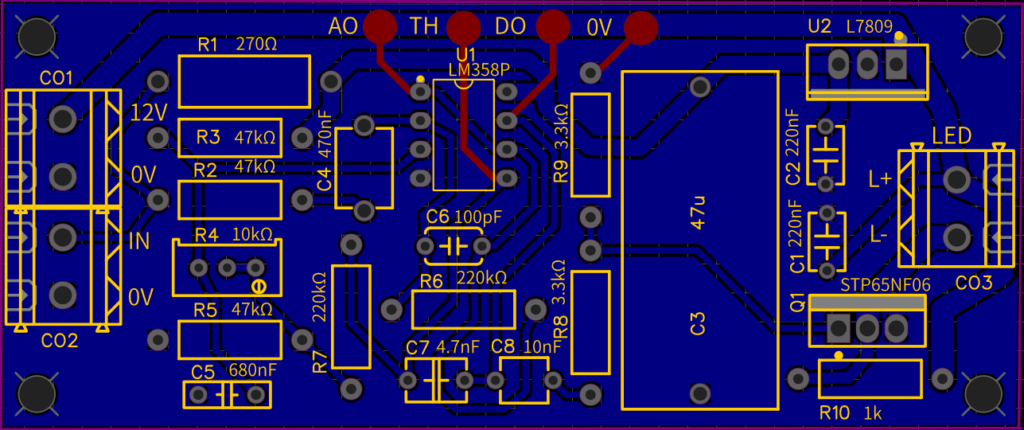
Schéma de commande :
J’ai réalisé un circuit simple basé sur 2 amplis opérationnels permettant de détecter la variation du signal et de générer un pulse lumineux d’environ 50 uSec grâce à une LED.
Fonctionnement
- La tension 12 V (connecteur C01) est stabilisée par un régulateur 9V (7809)
- Le capteur (connecteur C02) est alimenté au travers de la résistance R1 (270 ohms courant 30mA)
- Le signal est transmis au premier ampli Op par R2/C4 (gain 4)
- R6/C6 constitue un filtre pass bas pour rejeter les parasites HF
- Le 2ieme ampli Op fonctionne en mode trigger avec réglage du seuil par le potentiomètre R4
- C7 R7 provoque un masquage du trigger pendant un certain laps de temps pour éviter des détections multiples (seule la première variation du signal est significative)
- C6/R8 transmettent un pulse de 50uSec à l’IGBT Q1 pour piloter la LED du stroboscope (connecteur C03)
- La résistance R10 de 1K permet de faire fonctionner le montage sans LED (par exemple si on veut acquérir le signal avec un arduino ou autre système)
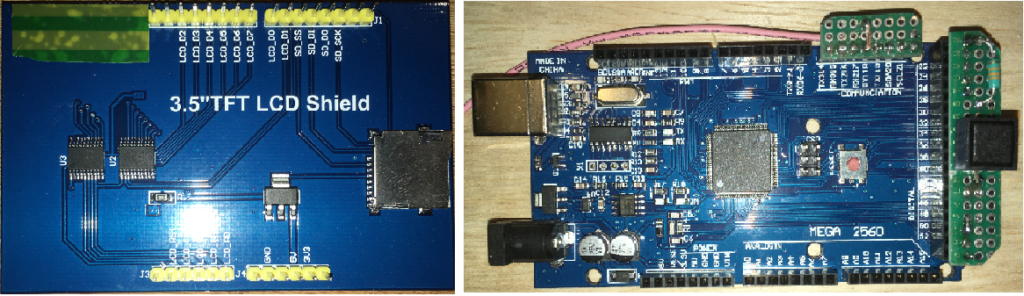
Circuit Prototype
Un prototype est d’abord réalisé sur une plaque à trous. La LED est constituée d’une lampe 220v bricolée pour être pilotée en 12V

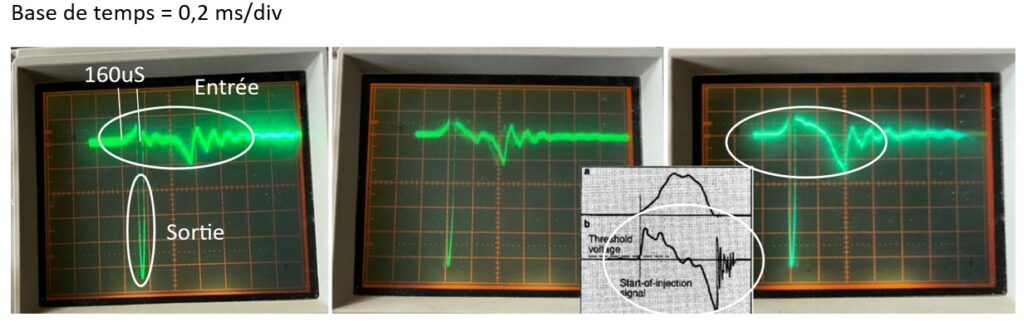
Des tests à différentes vitesses moteur montrent que le système génère les pulses lumineux de 50 uSec avec un délai de moins de 180 uSec (en réglant plus précisément le seuil j’arrive à un délai de 100 uSec soit une précision de 1,2 ° d’angle moteur à 2000 rpm (2,4 ° à 4000 rpm)
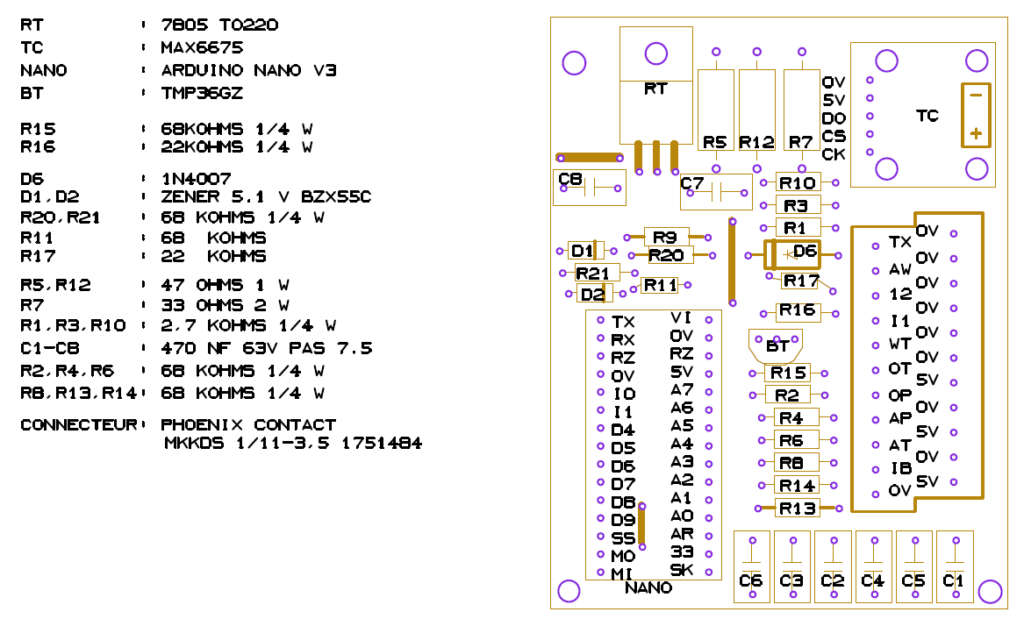
Réalisation
J’ai réalisé 5 circuits imprimés par la société JLCPCB à l’aide de leur logiciel de conception en ligne easyEDA. (Outil performant et simple permettant de concevoir, de chiffrer et commander des circuits nus ou montés). J’ai choisi de réaliser les PCB avec des composants traversants (la réalisation complète par JLCPCB nécessite d’utiliser des composants montés en surface, en cas de problème c’est compliqué à modifier)
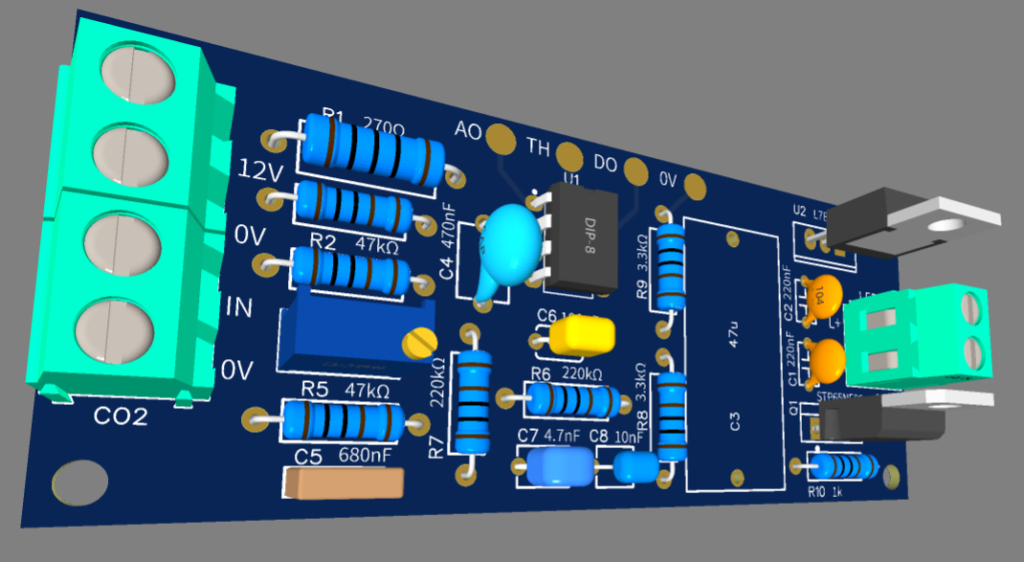
Grâce à l’offre de bienvenue du site les circuits imprimés sont livrés en 3 semaines pour un prix imbattable. (1 Euros pièce)
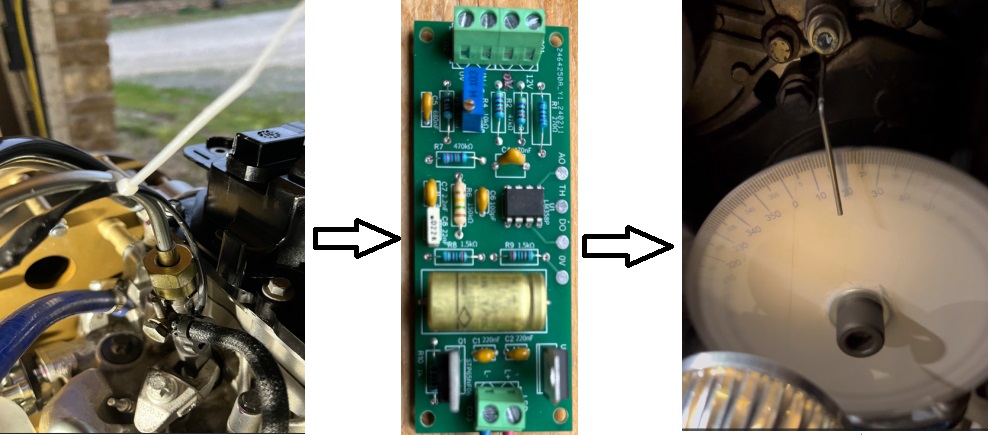
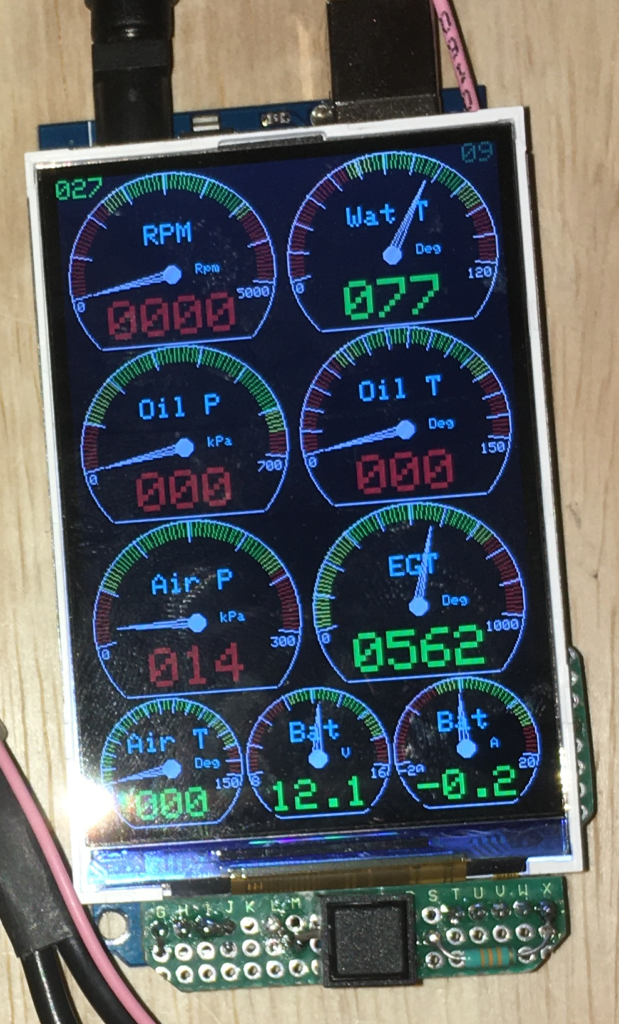
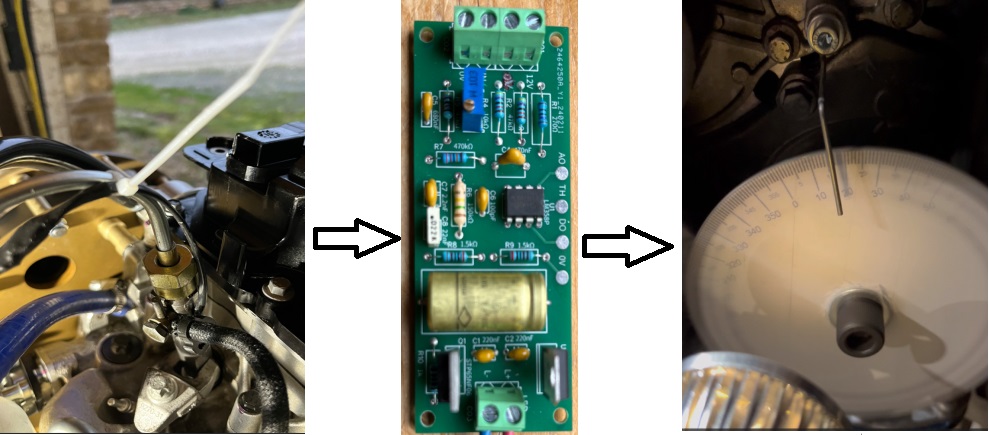
Produit Final
Le produit assemblé, j’ai utilisé au final 4 LED 1 W en série pour la lampe (J’avais essayé avec une LED haute puissance 10W / 12V mais ca ne fonctionnait pas bien car il doit y avoir un circuit de protection interne qui limite la vitesse de montée du courant)
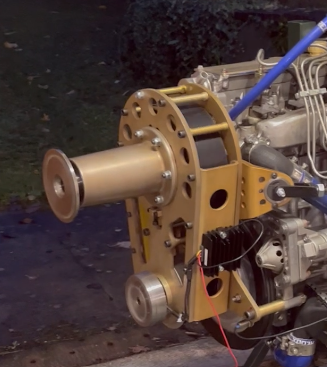
Test de l’avance
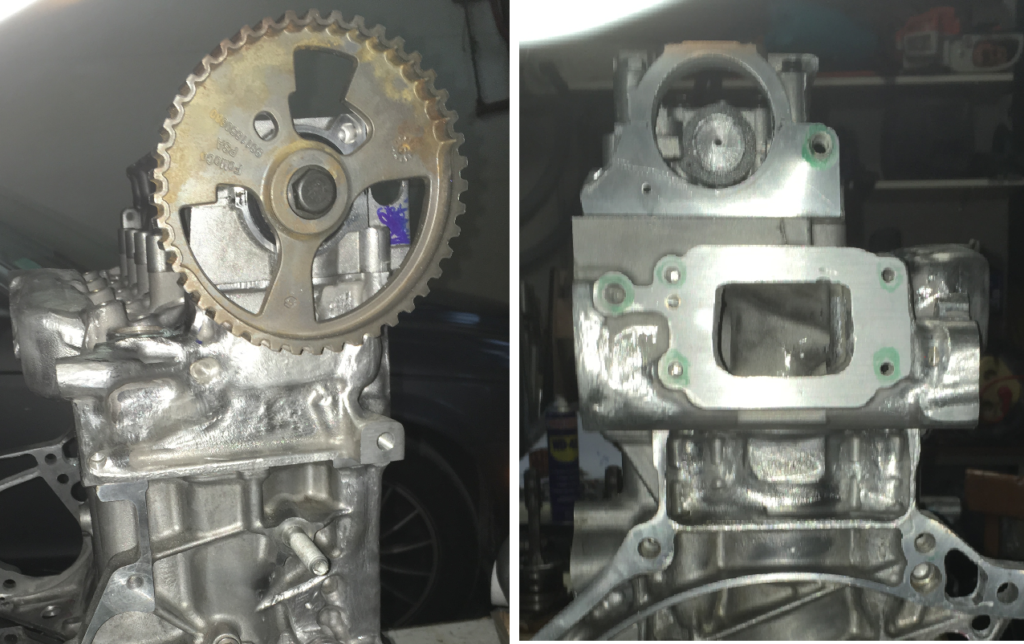
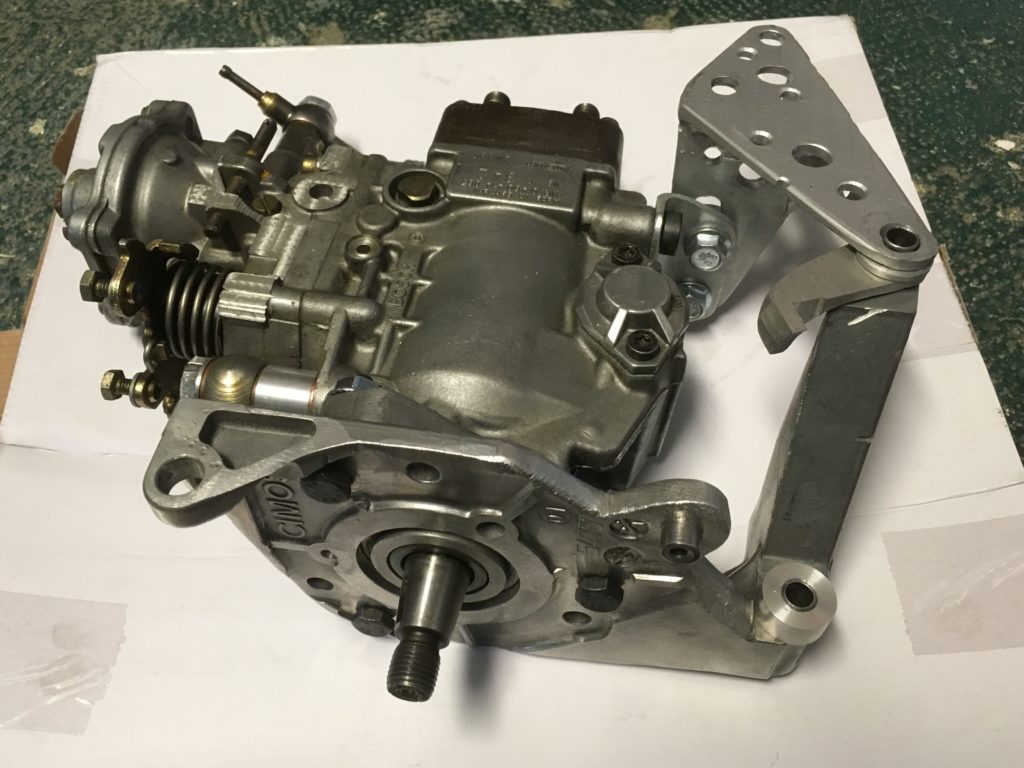
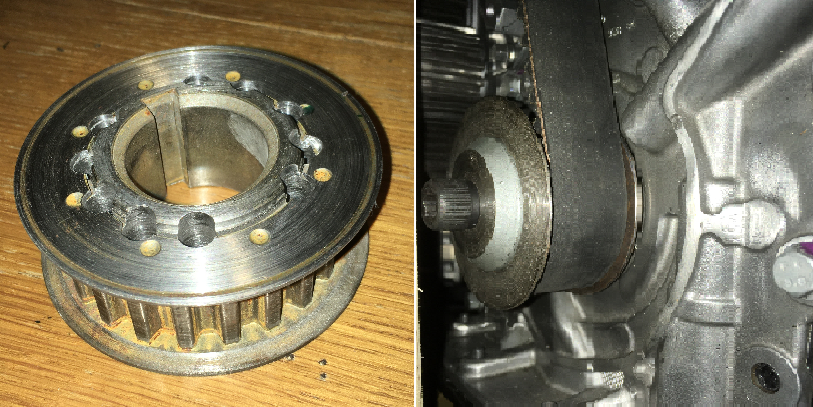
La lecture de l’avance se fait sur un disque gradué fixé sur la poulie de distribution moteur et calé à 0° au point mort haut.
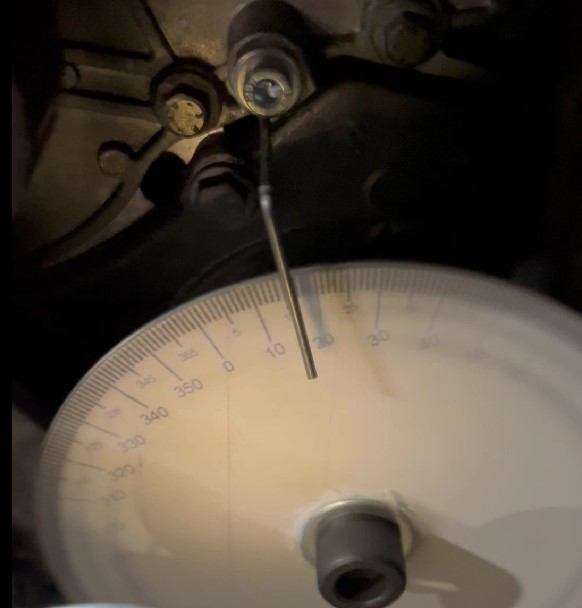
Ce système marche bien m’a permis de vérifier le bon fonctionnement de ma pompe.
Conclusion
Si on établit un référentiel avec un moteur performant, cela permet de régler directement les moteurs futurs avec un minimum d’essais et ceci indépendamment du type de pompe puisqu’on s’intéresse uniquement à l’instant d’injection.
Avantage :
Plus besoin de tourner autour du point de réglage en charge. Après le premier démarrage réussi, il suffit de faire un réglage d’avance à vide à moyen régime puis de vérifier le bon fonctionnement sur toute la plage de vitesse. Les essais en charge ne nécessitent alors que l’ajustement de la vis de richesse pleine charge.
Inconvénient:
Il faut un injecteur pilote et un tuyau d’injecteur modifié (si les utilisateurs se prêtent le matériel cela facilitera la mise en œuvre)