Présentation
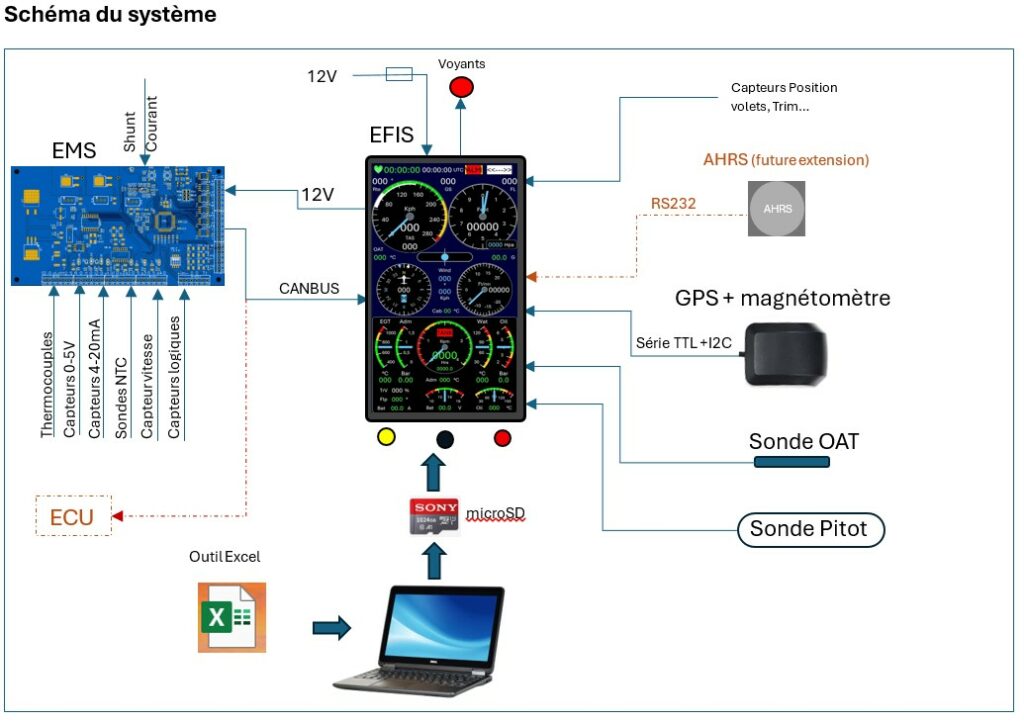
Après la réalisation d’un petit EMS pour les tests du moteur, j’ai développé une version plus étoffée intégrant des capteurs vitesse air, altitude et accéléromètre pour avoir un EFIS simple en plus de l’EMS. J’ai nommé ce système EMS EFIS JJR . Il a été conçu pour être complètement configurable et pouvoir s’adapter à tous les types de moteur. Il est principalement composé d’une carte d’acquisition moteur , d’une carte d’acquisition des données air associée et d’un écran 7″ Haute luminosité Riverdi. La configuration est effectuée à l’aide d’un outil Excel.
Documentation et logiciels
Documentation technique du système téléchargeable ici
Outil de configuration : à venir
Firmware carte Air data : à venir
Firmware carte EMS : à venir
Prototypage Arduino
La carte Ems est basée sur un processeur ATMEGA32U4 et la carte AirData sur un ESP32S3 . Un prototype sur une base Arduino R32 (Carte ESP32 au format Arduino UNO) a été réalisé pour valider le logiciel de l’EFIS et vérifier le comportement des capteurs d’altitude, de vitesse Air et de l’accéléromètre. Ce prototype intégre un GPS et un magnétomètre
Une première série de tests à été effectuée en voiture par temps calme avec un tube de Pitot et une sonde de température placés sur le toit.
Les mesures d’altitude sont correctes le comportement de la bille est cohérent, mais le cap magnétomètre est inutilisable (Présence de beaucoup de matériaux magnétiques dans l’environnement).
Le comportement du capteur de pression différentielle MS4525DO utilisé pour la mesure vitesse a été vérifié à des vitesses faibles comprises entre 70 et 110 km/h .
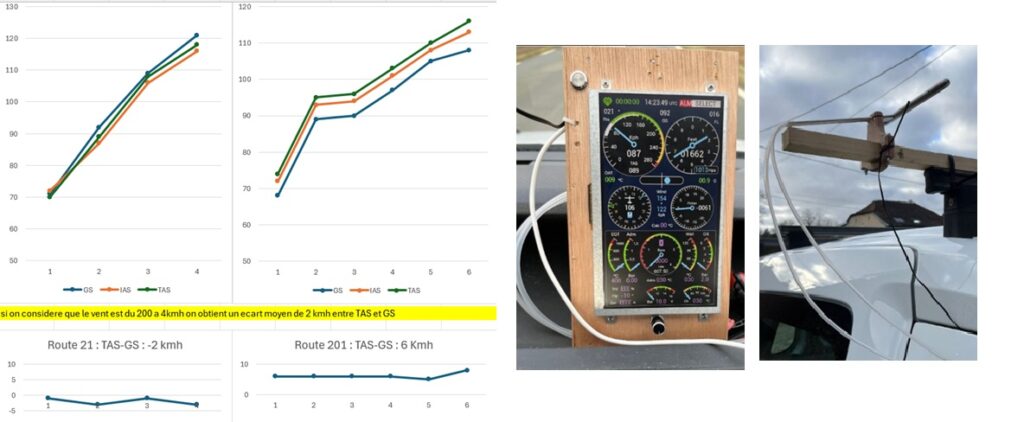
Le graphique présente la mesure vitesse indiquée(IAS), la mesure corrigée en pression et température (TAS) et la mesure vitesse GPS (GS).
On observe un écart entre GS et TAS compris entre 5 et 8 km/h dans un sens (moyenne 6 km/h) et entre -1 et -3 km/h (moyenne – 2 km/h) dans l’autre sens. Si on considère qu’il y avait une brise de 4 km/h, on a donc une précision de 2 à 3 km/h . A des vitesses supérieures, la précision de la mesure est meilleure car la pression mesurée varie avec le carré de la vitesse.
Des essais ont été réalisés en vol mais ce premier prototype s’est révélé très sensible aux vibrations (notamment à cause de problèmes de connexion sur l’Arduino). On a pu vérifier le bon fonctionnement du GPS , du Gmètre et de la bille, mais pas l’altimètre ni la vitesse air. Le magnétomètre a donné des résultats très décevant : étalonné correctement sur table la précision était déjà médiocre (+/- 5 a 10 degrés) et une fois en vol le cap affiché est complètement faux (sans doute a cause de la structure métallique de l’ULM)
J’ai donc décidé de faire fabriquer une carte AirData par la société JLCPCB pour pouvoir valider le système dans des conditions acceptables et d’abandonner le cap magnétomètre .
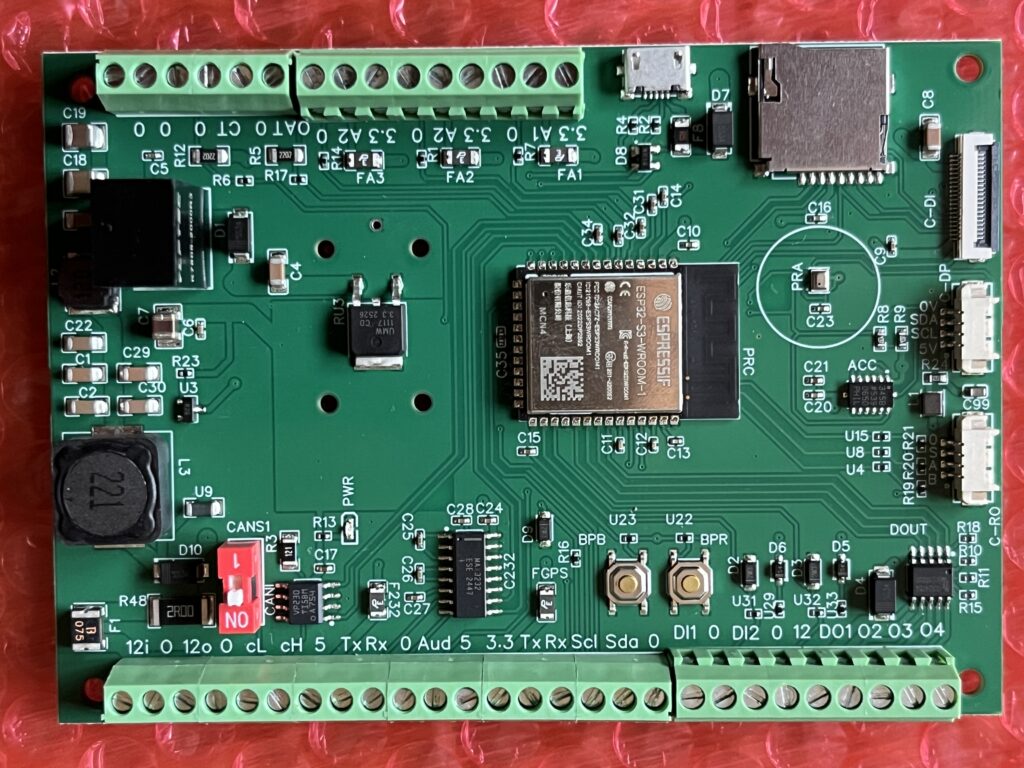
Test carte JLCPCB
Carte reçue 1 mois après commande (délai plus long que prévu à cause du nouvel an chinois) : La carte fonctionne parfaitement (Bonne qualité JLCPCB).
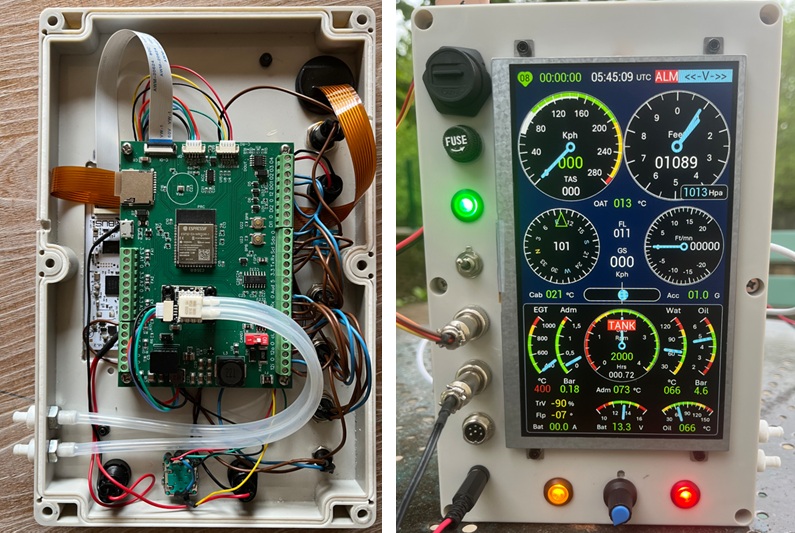
Montage dans un coffret pour faire des tests dans de bonnes conditions avec en façade:
- un bouton de commande unique et 2 voyants (pré-alarme, alarme)
- un connecteur carte micro SD pour la mise à jour des paramètres et la récupération des données historisées.
- un connecteur d’alimentation avec fusible, interrupteur et voyant
- 3 connecteurs pour relier rapidement les capteurs (OAT, Température cabine, GPS…)
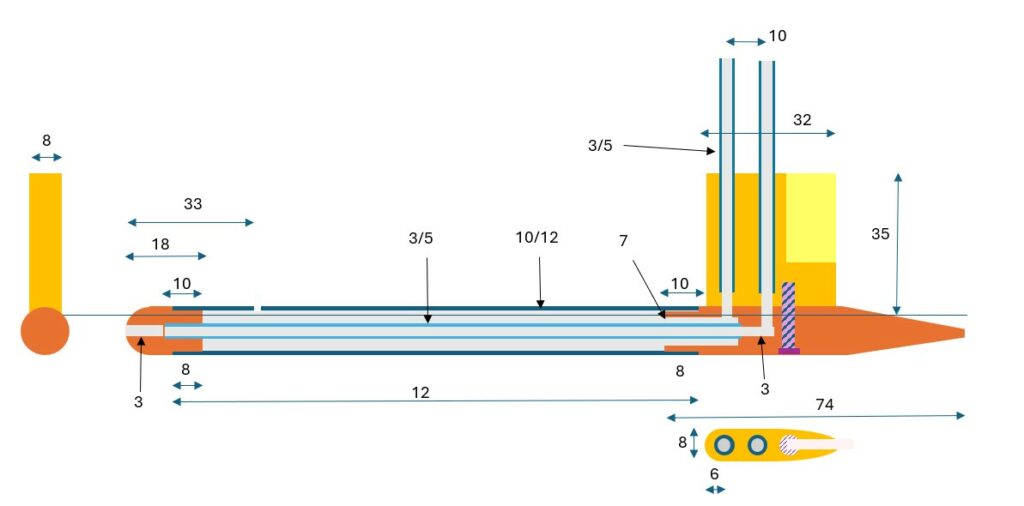
- Prises statique et dynamique pour le tube de pitot