Ferrures et rotules
Les ferrures en acier et la ferrure aluminium supérieure sont disponibles au CSA. J’ai usiné la pièce support de rotule basse et les plaques d’appui associées.

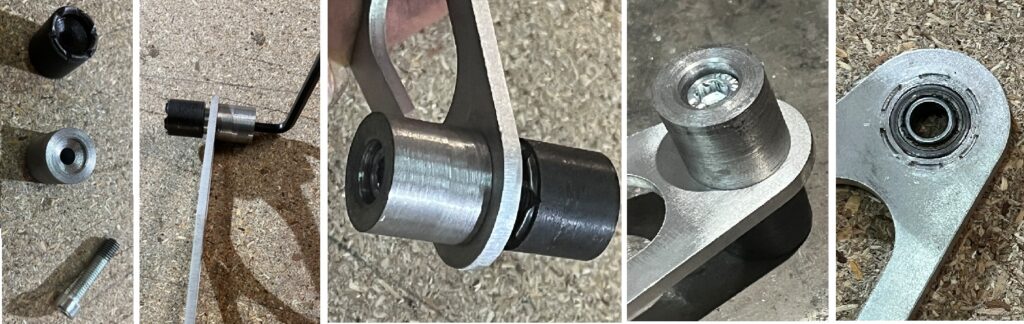
Pour réaliser le sertissage des rotules, j’ai usiné un outil composé d’une matrice, d’une bague d’appui et d’une vis CHC suivant le plan ci-dessous.
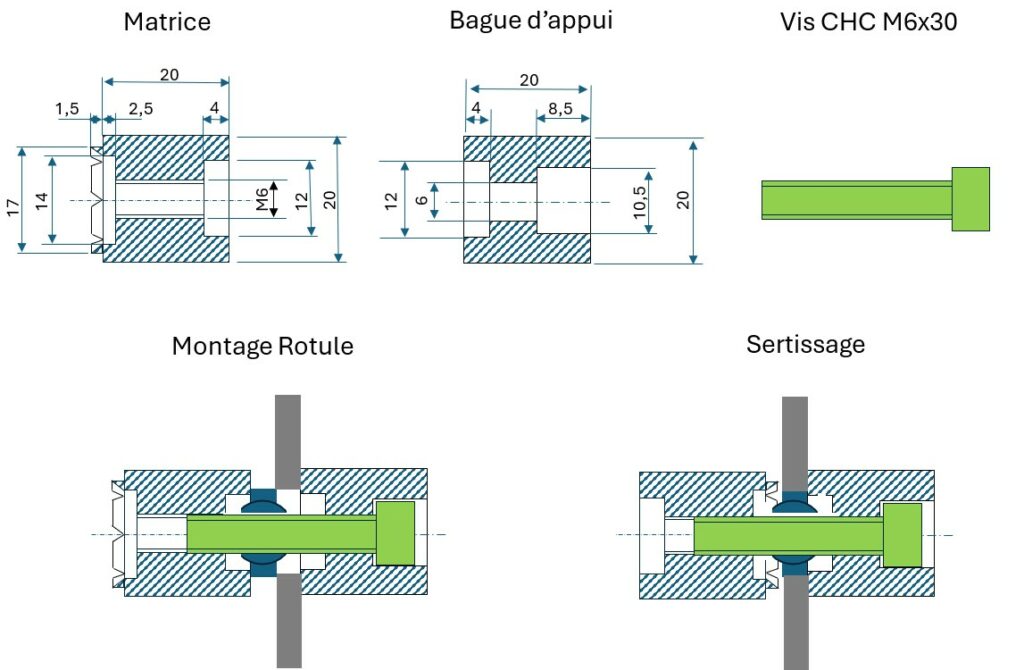
- Insertion rotule: matrice partie lisse coté rotule +serrage de la vis CHC
- Sertissage: inversion de la matrice, serrage puis frappe avec un marteau (opération répétée pour l’autre face)
Partie fixe
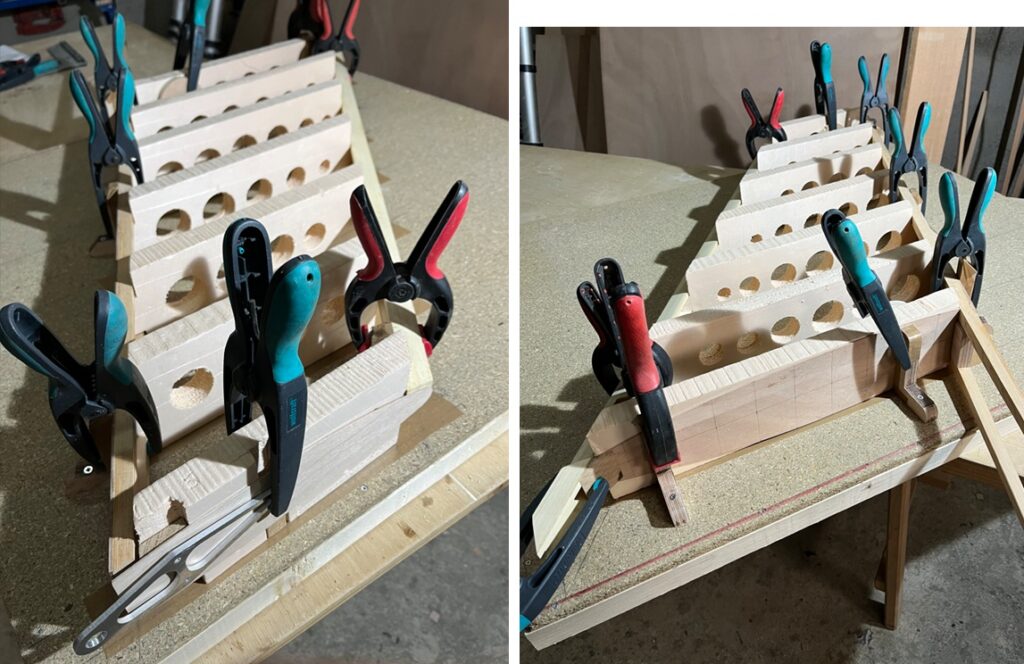
La partie fixe de l’empennage vertical est composé d’un longeron en pin et CP de 2mm et d’un bord d’attaque en ayous reliés par des nervures en polystyrène extrudé. L’ayous provient d’une plinthe usinée et recollée pour former le bord d’attaque..

Le profil et l’emplacement des nervures sont tracés sur un chantier (1 x 1 m). Le BA et le longeron sont positionnés avec des équerres. Les nervures sont découpées à la scie a ruban et ajustées sur le chantier.

La nervure haute est évidée pour accueillir les renforts (en bois dur) sur lesquels sera vissée la ferrure portant la rotule haute de la partie mobile.
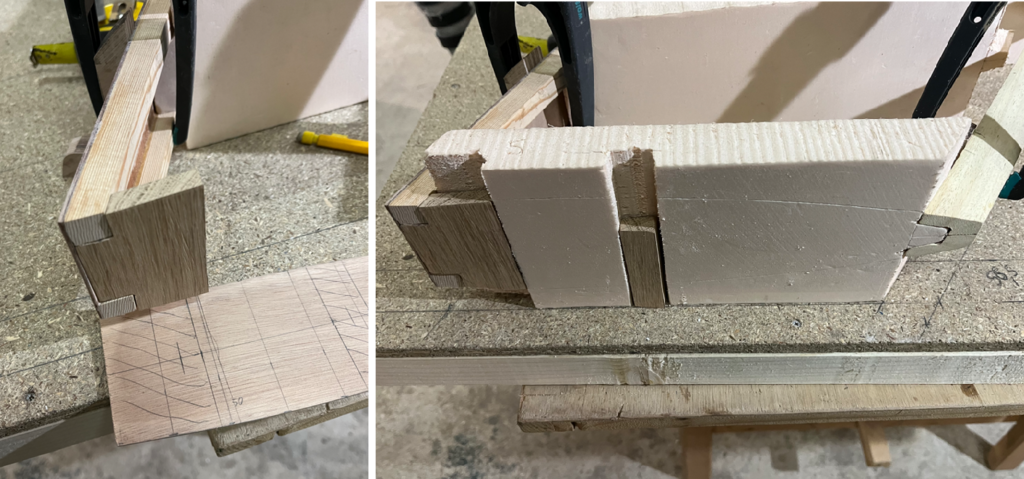
Après évidement des nervures à la scie à cloche, découpe des profils haut et bas en CP puis usinage des 2 cales de renfort basses, l’ensemble est prêt pour collage.
Après collage, découpe de nervures (forme approchée), ajustement de la forme avec une cale à poncer reposant sur les nervures en CP puis collage du revêtement en CP.
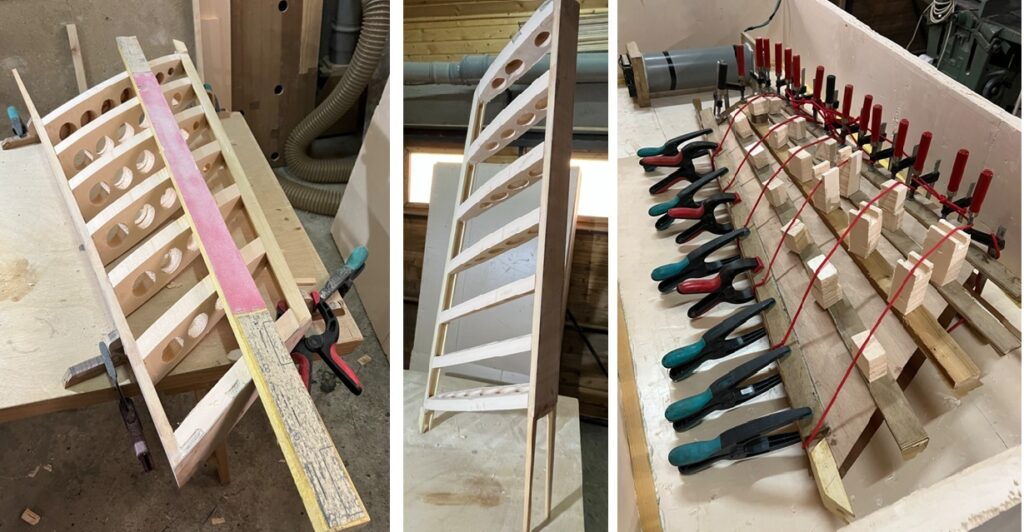
Renforcement des collages avec un congé de résine chargée, ponçage du bord d’attaque: Poids final 1,647 kg
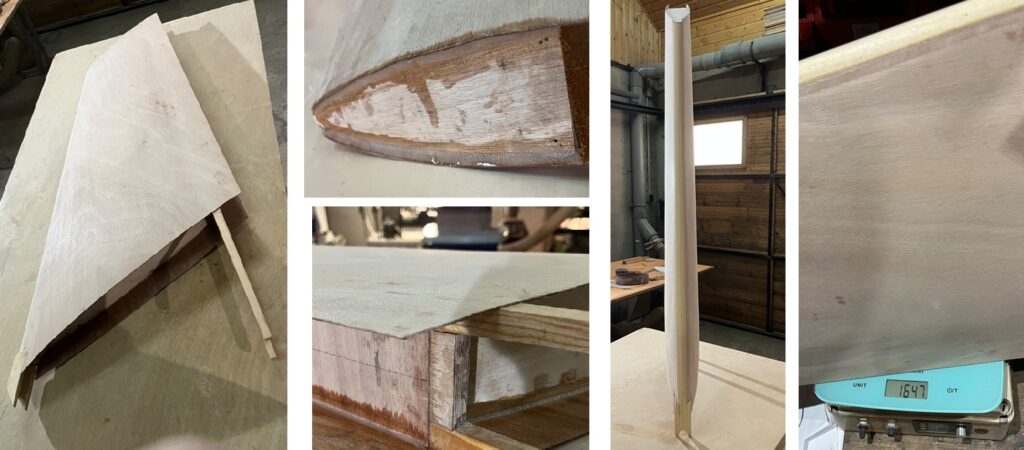
Le saumon supérieur est formé dans un pain de polystyrène, collé sur la partie supérieure (après fixation de la ferrure haute) . Pui après affinement du profil, recouvrement avec un tissu de verre 86 g/m2.

Partie mobile
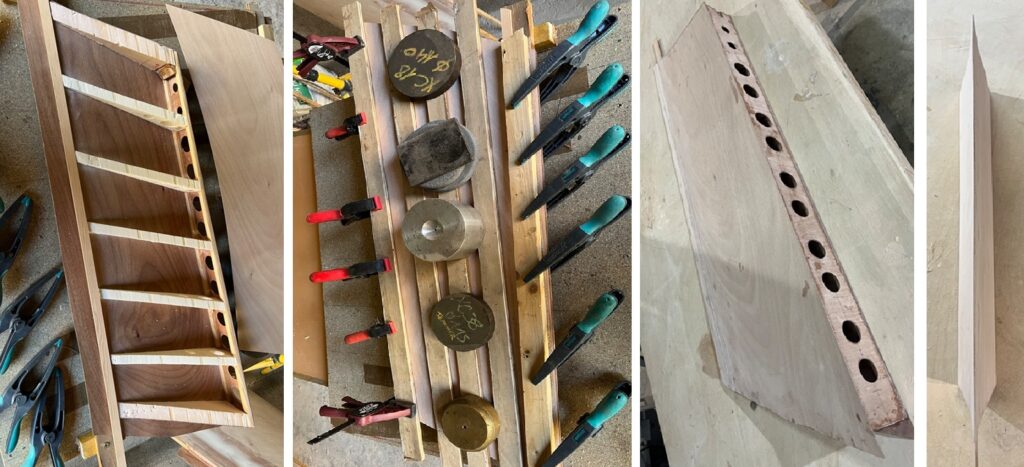
Même principe que pour la partie fixe mais, après collage du longeron avec les nervures et mise en forme à la cale à poncer, collage de la première feuille de contreplaqué.

Formage de la deuxième face des nervures, allègement des nervures, mise en place d’une baguette de renfort du bord de fuite puis collage de la deuxième face.
Renfort avec un congé de colle, mise en place des ferrures hautes et basses (vissées avec un renfort de résine chargée) et remplissage de la partie basse avec du polystyrène extrudé. Montage de la ferrure supérieure de l’empennage fixe.

Une pièce temporaire supportant le pivot inférieur est réalisée pour permettre l’ajustement en rotation de l’empennage mobile. L’arrière de l’empennage fixe est raccourci pour permettre un débattement de l’empennage mobile de 25 ° à gauche et à droite.

Au final j’ai un espace de 15 mm entre la partie fixe et mobile. Cet espace est comblé par une forme en polystyrène ajustée pour permettre la rotation tout en conservant un espace inférieur à 5mm. J’ai utilisé des disques de bois fixés sur les axes d’articulation pour ajuster la forme

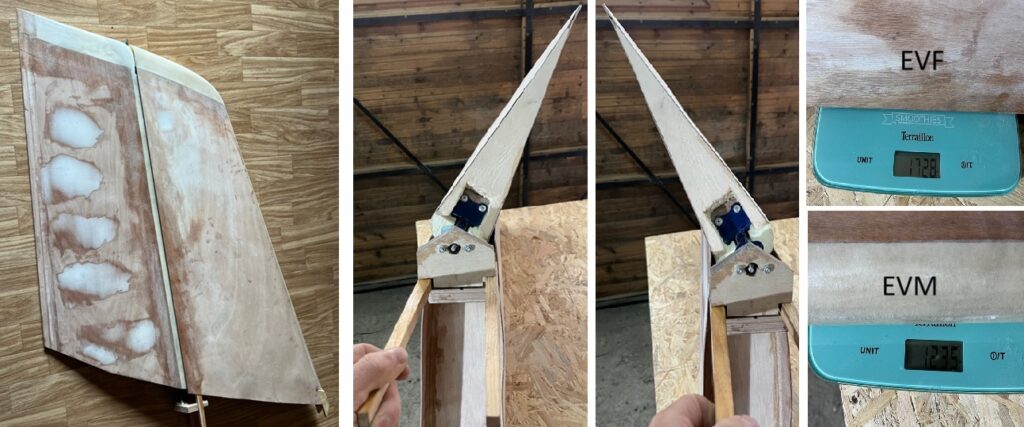
Enfin réalisation du saumon partie mobile et renfort avec un tissu de verre.

Rectification des défauts de planéité au microballon , vérification de l’angle de rotation de la gouverne et pesée. On a 1728 g pour EVF et 1235 g pour l’EVM avec les ferrures (mais sans la couche finale de tissu de verre).